Soudage Orbital
Le savoir-faire SNIG Pharma dans le Soudage Orbital :
Les enjeux autour de la qualité de vos installations :
La qualité d’un réseau de tuyauterie propre pour usage pharmaceutique passe par un point essentiel : la qualité des soudures.
Les soudures doivent présenter un niveau de rugosité et d’irrégularités très faible pour garantir la conservation de la qualité du fluide propre véhiculé. Le procédé et les méthodes de soudage doivent permettre d’obtenir ce résultat avec la meilleure régularité possible.
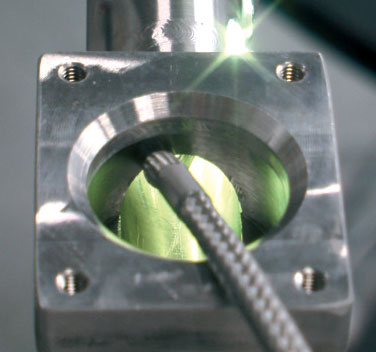
Les résultats attendus sont contrôlés visuellement soit directement pour les surfaces accessibles soit par contrôle endoscopique. Les critères d’acceptation pour les applications pharmaceutiques propres sont décrits dans l’ASME BPE.
C’est pourquoi nous avons développé notre expertise autour d’un savoir-faire fort dans le domaine du soudage orbital. Nos soudeurs sont spécialisés dans le soudage de réseaux propres destinés aux applications pharmaceutiques les plus exigeantes, comme les réseaux d’eau pour préparation injectable. Ils sont dédiés exclusivement à cette activité pour garantir une continuité et une régularité des gestes et des méthodes et ainsi une reproductibilité des résultats.
Pourquoi utiliser le soudage orbital :
Le soudage orbital permet d’éviter les inconvénients liés au soudage manuel, notamment vis à vis de la régularité des soudures. Pour obtenir une régularité proche de la perfection, quelque soit la position du bain de fusion, un équilibre parfait entre la gravité et la tension superficielle doit être préservé. L’utilisation d’un système mécanisé automatique tel qu’une soudeuse orbitale permet d’améliorer la reproductibilité des paramètres de soudage et la régularité de la qualité des soudures.
Pour autant, il n’est pas suffisant d’appliquer machinalement un programme préenregistré pour obtenir le résultat requis et le rôle de l’opérateur (qui doit rester un soudeur à part entière) et de son expertise restent essentiels dans l’obtention de la qualité finale.
En particulier, la prise en compte de l’homogénéité métallurgique des produits assemblés et l’adaptation éventuelle des paramètres nécessite une grande expérience de ce type de soudage.
Technologie d’un poste de soudage orbital :
Un poste de soudage orbital se compose de trois grands éléments, un générateur, une télécommande et une tête de soudage.
- Le générateur est l’élément pilote de l’équipement, il permet de créer le programme de soudage et de le diffuser lors de phase de réalisation.
- La télécommande sert à transmettre les ordres délivrés par l’opérateur.
- La tête de soudage porte l’électrode en tungstène permettant de créer l’arc électrique pour réaliser la fusion du métal. Deux grandes familles de tête de soudage existent, les têtes ouvertes ou les têtes fermées.
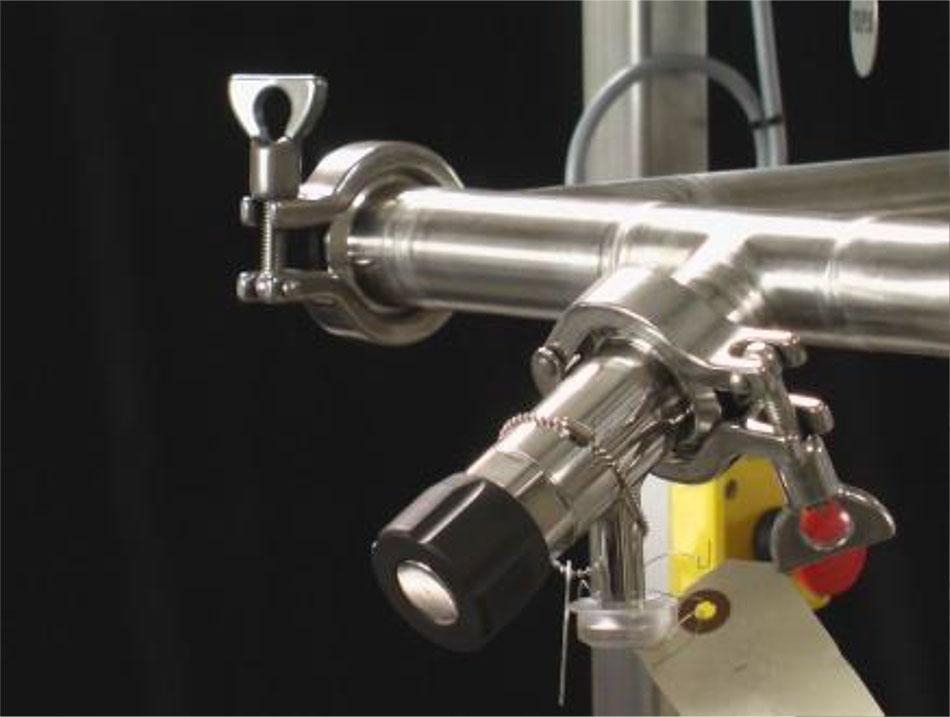
La technologie en tête fermée est spécialement conçue pour le soudage autogène sans métal d’apport. Lorsque que la tête est fermée, une atmosphère de gaz inerte est créée autour de la soudure. Cela évite tout phénomène d’oxydation autour de la soudure et permet ainsi d’obtenir une soudure blanche sans nettoyage après soudage. Ce procédé est destiné à des soudures sur des tubes de petit et moyen diamètre (en général jusqu’à 2.5’’).
La technologie en tête ouverte est assimilable au procédé de soudage TIG (141) standard, monté sur un chariot orbital mécanisé. La qualité des soudures réalisées n’en est pas moins qualitative par rapport à celles réalisées en tête fermée. L’inconvénient principal de cette technologie reste l’obligation de nettoyage externe des traces colorées après soudage.
Ce mode de soudage nécessite des tubes et accessoires avec des tolérances dimensionnelles spécifiques pour obtenir des résultats constants. Les accessoires devront par ailleurs disposer de parties droites.